Why Is Packaging Important for Businesses?
In today competitive market, businesses need more than just quality products to succeed. Customers also pay attention to how products are presented and delivered. This is why packaging has become an essential part of every business strategy. It protects products, improves brand image, and creates a positive first impression that can influence buying decisions.
Whether a company sells products in retail stores or through online platforms, the right packaging ensures that every item reaches customers safely. At the same time, attractive packaging helps businesses build trust and create a memorable customer experience. Companies looking for reliable packaging solutions often choose Roshan Packages Limited, a trusted name known for delivering quality and innovative packaging solutions.
Why Is Packaging More Than Just Product Protection?
Many people think packaging is simply used to wrap products, but its purpose goes far beyond protection. It is one of the first things customers notice when they receive a product, making it an important part of the overall brand experience.
Strong and professional packaging protects products from dust, moisture, pressure, and accidental damage during transportation. At the same time, it reflects the company’s commitment to quality. Customers are naturally more confident when they receive products in neat and secure packaging.
Good packaging also makes products easier to handle, transport, and store. These practical benefits help businesses improve efficiency while reducing product damage and unnecessary costs.
How Does RPL Help Businesses Meet Modern Packaging Needs?
Every business has unique packaging requirements, which is why choosing the right manufacturer is so important. Roshan Packages Limited understands these changing business needs and provides dependable packaging solutions that focus on quality, consistency, and innovation.
The company works with modern manufacturing techniques to produce packaging that supports product safety and professional presentation. Businesses benefit from packaging solutions that are designed to perform efficiently throughout storage, transportation, and retail display.
Another strength of Roshan Packages Limited is its commitment to continuous improvement. As customer expectations continue to evolve, the company focuses on developing packaging solutions that balance durability, functionality, and sustainability.
Why Are Boxes for Packing Important for Safe Product Delivery?
Every shipment depends on reliable Boxes for Packing to keep products secure during transportation. Without strong packing boxes, products can be damaged by impact, pressure, or rough handling before they reach customers.
High-quality Boxes provide the strength needed to protect products throughout the supply chain. They reduce the chances of breakage, minimize product returns, and help businesses maintain customer satisfaction.
These boxes also improve warehouse operations. They are easier to stack, organize, and transport, allowing businesses to manage inventory more efficiently. Investing in durable packing boxes ultimately saves both time and money.
Why Are Customised Boxes Becoming Essential for Branding?
Today’s customers expect more than just a quality product. They also expect packaging that looks professional and represents the brand. This growing expectation has made Customised Boxes an important part of modern business marketing.
Unlike standard packaging, Custom Boxes are created specifically for a company’s products. They can include brand colours, logos, product details, and unique designs that help businesses stand out from competitors.
Well-designed custom packaging also improves product protection because the box is made to match the exact size of the product. This reduces unnecessary movement during shipping and lowers the risk of damage.
Most importantly, customised packaging creates a memorable unboxing experience. Customers often remember businesses that invest in attractive packaging, making it easier to build loyalty and encourage repeat purchases.
How Can Packaging Help Businesses Find Better Packaging Solutions?
Finding suitable packaging products can sometimes be difficult, especially for growing businesses. This is where Packaging becomes a helpful platform for businesses searching for dependable packaging options.
Instead of contacting multiple suppliers individually, businesses can explore different packaging solutions through Roshan Packages and compare options according to their specific requirements. This saves valuable time while making it easier to identify packaging that matches operational needs.
Whether a business is searching for reliable Boxes for Packing or professionally designed Customised Boxes offers a convenient way to explore packaging choices before making purchasing decisions.
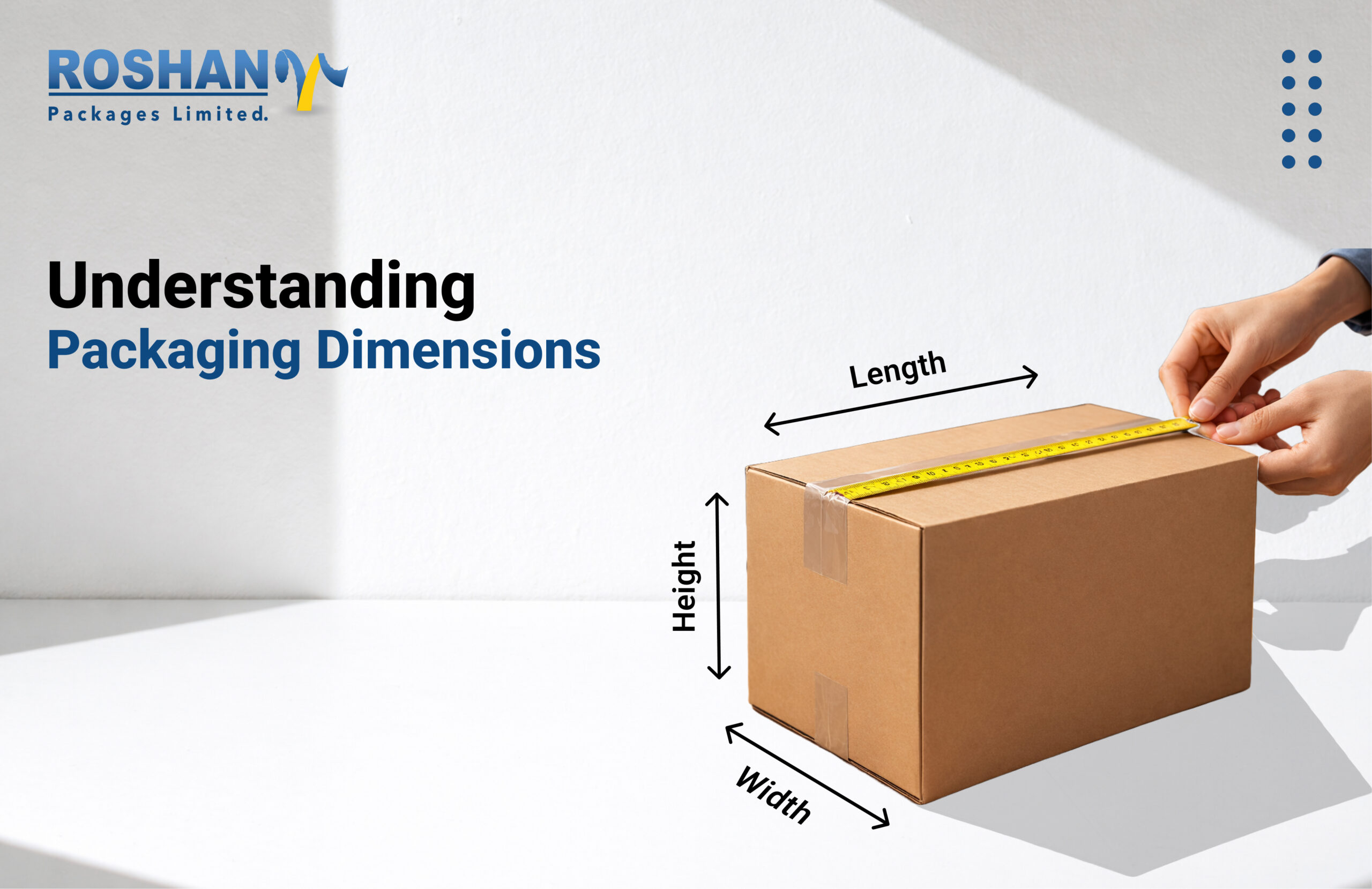
Why Does the Right Packaging Material Matter?
Even the best packaging design cannot perform well if the material is not suitable. Choosing the right material helps products remain safe during storage, transportation, and handling.
Different products require different levels of protection. Fragile items need stronger support, while lightweight products may require flexible and cost-effective packaging solutions. This is why businesses should always choose packaging materials according to the nature of their products.
Reliable manufacturers like RPL understand the importance of selecting appropriate materials that balance durability, appearance, and performance for Roshan Pakistan. The right material not only protects products but also improves printing quality and overall presentation, giving customers greater confidence in the brand.
How Does Good Packaging Improve Customer Experience?
Customer experience begins the moment a product is delivered. Before customers see the product itself, they notice the packaging. A clean, secure, and well-designed package creates a positive first impression and builds confidence in the brand.
When products arrive safely, customers feel that the company values quality. On the other hand, damaged or poorly packed products can leave a negative impression, even if the product inside is perfect.
Professional Packaging also makes products easier to carry, open, and store. These small details improve customer satisfaction and encourage repeat purchases, helping businesses build stronger relationships with their customers.
Why Should Businesses Invest in High-Quality Boxes for Packing?
Many businesses focus only on reducing packaging costs, but choosing low-quality materials often results in greater losses. Damaged products, customer complaints, and costly returns can affect both profits and reputation.
Strong Boxes for Packing provide better protection throughout transportation and storage. They reduce the risk of damage while making products easier to stack and handle inside warehouses.
Reliable packing boxes also improve operational efficiency. Employees can transport products safely, retailers receive products in better condition, and customers enjoy a better buying experience. Investing in quality Boxes for Packing is therefore an investment in business growth rather than an additional expense.
Why Do Customised Boxes Help Businesses Stand Out?
Modern markets are highly competitive, which means businesses must create memorable experiences for their customers. One effective way to achieve this is through Customised Boxes.
Unlike plain packaging, Custom Boxes are designed according to the product and brand identity. They can display company logos, colours, product details, and creative designs that make products instantly recognizable.
Custom packaging also improves product protection because every box is created to match the product’s dimensions. A better fit reduces unnecessary movement during transportation and minimizes the chances of damage.
Customers often remember brands that deliver products in attractive packaging. This positive experience encourages repeat purchases and helps businesses strengthen customer loyalty over time.
Why Is Sustainable Packaging Becoming a Business Priority?
Environmental awareness continues to grow across the world, making sustainable packaging more important than ever before. Customers increasingly prefer businesses that use environmentally responsible packaging without compromising product quality.
Sustainable packaging helps reduce waste, encourages responsible material usage, and supports long-term environmental goals. At the same time, businesses can improve their public image by demonstrating their commitment to sustainability.
Companies like RPL recognize these changing expectations and continue working towards packaging solutions that combine durability with environmental responsibility. This approach benefits businesses, customers, and the environment alike.
How Does Roshan Packages Limited Support Long-Term Business Growth?
Choosing the right packaging partner is essential for businesses that want consistent quality and reliable performance. RPL helps businesses meet these expectations by providing packaging solutions that support both product safety and brand presentation.
The company focuses on maintaining high manufacturing standards while continuously improving its packaging processes. This enables businesses to receive dependable packaging that performs effectively throughout the supply chain.
Another advantage of working with Roshan Packages Limited is its commitment to innovation. As industries continue to evolve, businesses require packaging solutions that meet changing customer expectations and operational requirements.
By delivering reliable packaging, the company helps businesses reduce product damage, improve customer satisfaction, and build stronger brand credibility in competitive markets.
How Can Packaging Make Finding Packaging Solutions Easier?
Searching for suitable packaging suppliers can be time-consuming, especially for businesses with specific requirements. Packaging simplifies this process by bringing different packaging options together in one place.
Businesses can compare solutions based on their operational needs instead of contacting multiple suppliers individually. This makes it easier to identify packaging products that match their budget and quality expectations.
Whether a business requires dependable Boxes for Packing, premium Customised Boxes, or general Packaging solutions provides a convenient platform for exploring suitable options before making purchasing decisions.
What Should Businesses Consider Before Choosing Packaging?
Selecting the right Packaging requires careful planning. Businesses should consider the type of product, transportation conditions, storage requirements, and customer expectations before making a decision.
The packaging should provide enough strength to protect products while also supporting efficient handling and storage. It should also represent the company’s brand professionally because packaging often creates the first impression customers have of a business.
Working with experienced manufacturers such as RPL helps businesses choose packaging solutions that balance quality, appearance, durability, and long-term value.
Why Is Packaging a Smart Investment for Every Business?
The importance of Packaging extends far beyond protecting products. It strengthens brand identity, improves customer satisfaction, reduces product damage, and supports efficient business operations.
Reliable Boxes for Packing help businesses transport products safely, while professionally designed Customised Boxes enhance product presentation and create memorable customer experiences. Together, these packaging solutions contribute to stronger customer trust and long-term business success.
Businesses looking for dependable packaging solutions can benefit from the expertise of Roshan Packages Limited, a company committed to quality, innovation, and sustainable manufacturing.
As competition continues to grow, investing in high-quality Packaging is no longer optional. It is a strategic decision that protects products, strengthens brands, improves customer confidence, and creates lasting value for businesses of every size.